Specializing In
Curtainwall & Storefront Fabrication
About Our Process



Let Drive On Manufacturing Manage Your Project
We will begin with a takeoff of your project to reference back to your order and ensure material requirements have been met. Once we receive the materials, we will separate all materials to ensure we have received 100% of materials ordered and determine the defects. Then, our production team will begin the manufacturing process where each part is cut and labeled for its specific location on the building using optimized stock length reports that provide the sawyer instructions for each part length and quantity required. These reports are produced from one bill of materials which is a database for every part of the building and where it is located. The bill of materials also provides the fabrication department with information required for fabrication per each part and what gaskets need to be applied.
Next, the fabricated materials will be sent to the packaging department if they are KD materials and receive a final inspection/approval before packaging for shipment. If the project is to be assembled, they will be sent to the assembly department where the operators will follow a QC sheet per project to ensure quality.
Next, the fabricated materials will be sent to the packaging department if they are KD materials and receive a final inspection/approval before packaging for shipment. If the project is to be assembled, they will be sent to the assembly department where the operators will follow a QC sheet per project to ensure quality specifications have been followed. We have a designated quality control specialist that signs off on each assembled unit prior to transport to packaging if we are only doing the ladders. However, if they are to receive the glass/panels in the shop, they are transported to the glazing department for structural glazing of the glass/panels to the substrates. This department is subject to testing each day of operations utilizing tests such as the butterfly test, snap test and coupon test. We regularly perform water tests such as flood testing our units to ensure the quality and performance of our work. We also have a designated quality control specialist that signs off on each glazed unit prior to application of the trim materials applied to the units after glazing.
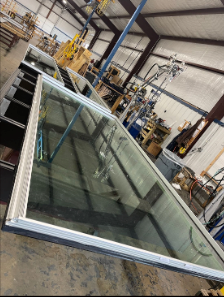
The final process before packing is the trimming of the units after glass and panels have been glazed to the substrates. Here we have a specialized group of individuals that apply the final materials to the units as in pressure plate, face cap, head and sill trim pieces, anchors, lifting lugs, etc. The head of quality control oversees the final sign off on the units before packing to ensure each unit meets specification. Our units are crated using lumber crates we can modify per requirements for each project.
Equipment And Expertise
We are equipped with Graco Exacta Blend pumps for structural glazing, 3M equipment for VHB SGT tape glazing, and an experienced family of glaziers who understands the importance of quality control. We have pump operators with over 12 years of experience and over 10 years of glazing 3M VHB SGT tape to cassettes and unitized units.
We can execute the project submittal process for compatibility and adhesion testing along with the application review process for 3M. We work with our silicone and 3M provider to setup training sessions for each project prior to manufacturing. The team reviews the SOP created for each project while the trainer provides hands on training for the team members. After the trainer completes training, the team members perform the SOP under the supervision of the trainer and receives certification that allows them to perform the task.
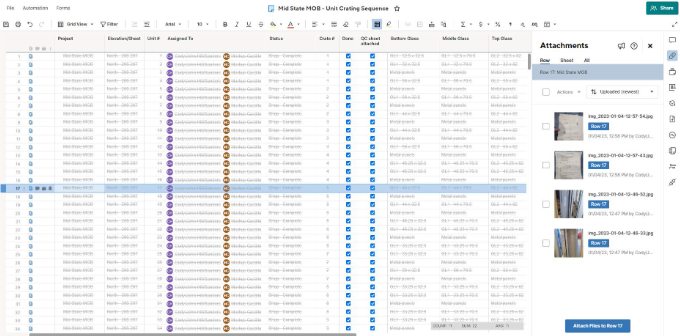
Crating Sequence
Our projects are set up at the front end with the manufacturing and field operations as the focus when we create our production packages. Part of our production package is the crating sequence. The crating sequence is for both the manufacturing/field operations use and helps the manufacturing facility ensure traceability of our units along with quality assurance using individual ID #’s, labels, pictures, and documentation attached to each unit’s line. We use specific information from the customer/project management team for installation sequence to locate on the elevation/sheet number for the shop drawings: each unit #, part list for each unit, crate #, Glass/Metal panel tags, weights of units/crates, etc. as a few examples for this project to help the shop/field set up each day for success. Each project is unique and set up to ensure the manufacturing facility aligns with the field operations for success.
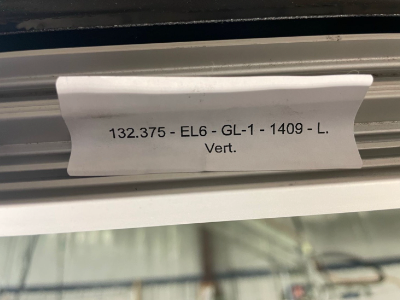
Labeling System
Each part on the building has a specific identifier and our labeling system begins at the saw to ensure all team members have a process to follow and ensure our productivity meets the sequence required in the field for install. For example, this label reads: Length- Elevation-Type of Glass-Tag # for reference on elevation-Framing member. The shop utilizes this information to start separating parts at the saw, providing fabrication instructions to their team and ensure quality as we are only handling the materials we need currently instead of handling materials multiple times risking defects by rummaging through materials searching for what you need.